





גרפיט אלקטרודות פטמות 3tpi 4tpi פין חיבור T3l T4l




תֵאוּר
פטמת האלקטרודה הגרפיטית היא חלק קטן אך חיוני מתהליך ייצור הפלדה של EAF. זהו רכיב בצורת גליל המחבר את האלקטרודה לכבשן. במהלך תהליך ייצור הפלדה, האלקטרודה מורידה לתוך הכבשן ומונחת במגע עם המתכת המותכת. זרם חשמלי זורם דרך האלקטרודה, מייצר חום, אשר ממיס את המתכת בכבשן. לפטמה תפקיד מכריע בשמירה על חיבור חשמלי יציב בין האלקטרודה לתנור.
פרמטר טכני
ציור של פטמות ושקעים חרוטיים מפחמן Gufan
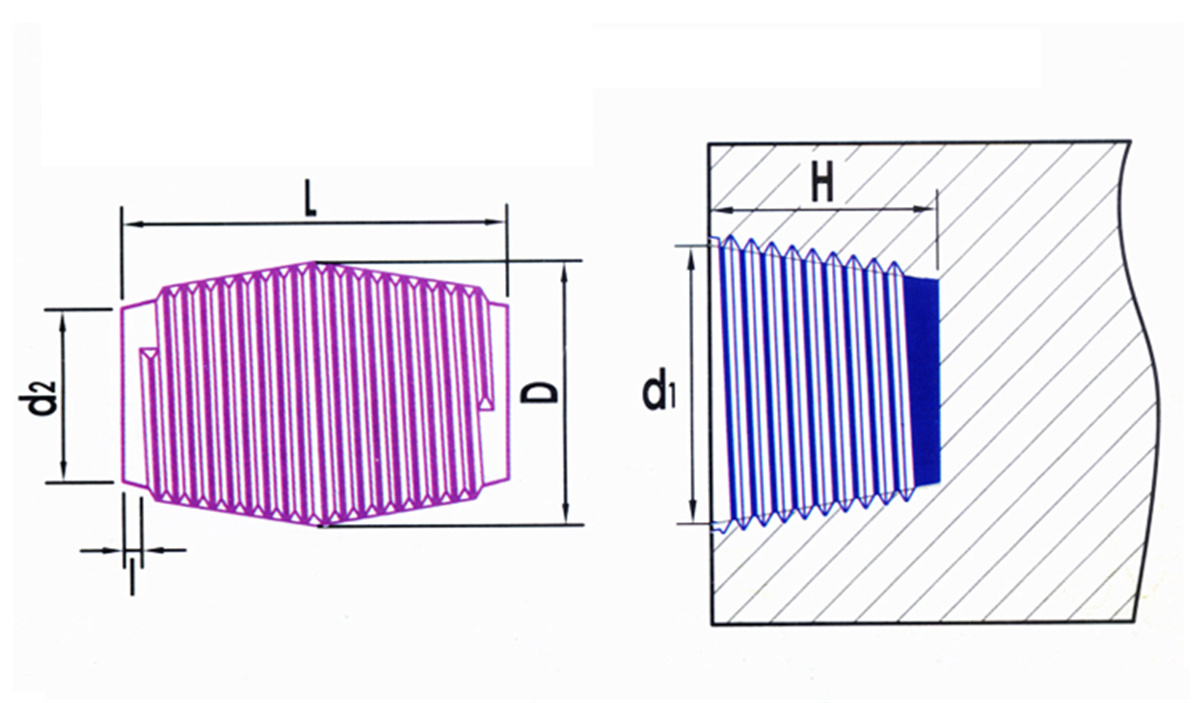
| קוטר נומינלי | קוד חברת החשמל | גדלים של פטמה (מ"מ) | גדלים של שקע (מ"מ) | פְּסִיעָה | |||||
| mm | אִינְטשׁ | D | L | d2 | I | d1 | H | mm | |
| סוֹבלָנוּת (-0.5~0) | סובלנות (-1-0) | סובלנות (-5-0) | סובלנות (0-0.5) | סובלנות (0-7) | |||||
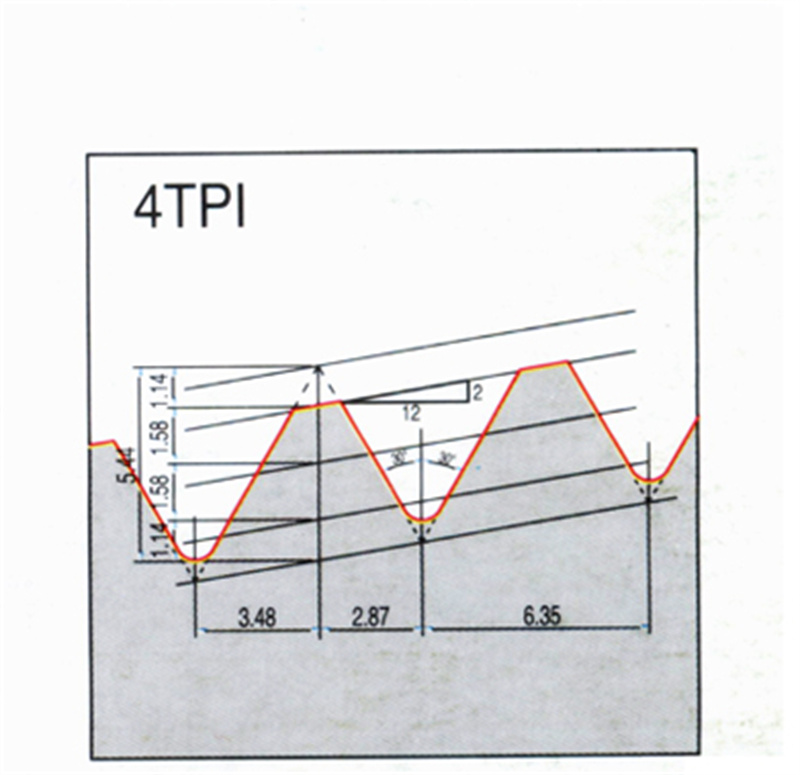
| 200 | 8 | 122T4N | 122.24 | 177.80 | 80.00 | <7 | 115.92 | 94.90 | 6.35 |
| 250 | 10 | 152T4N | 152.40 | 190.50 | 108.00 | 146.08 | 101.30 | ||
| 300 | 12 | 177T4N | 177.80 | 215.90 | 129.20 | 171.48 | 114.00 | ||
| 350 | 14 | 203T4N | 203.20 | 254.00 | 148.20 | 196.88 | 133.00 | ||
| 400 | 16 | 222T4N | 222.25 | 304.80 | 158.80 | 215.93 | 158.40 | ||
| 400 | 16 | 222T4L | 222.25 | 355.60 | 150.00 | 215.93 | 183.80 | ||
| 450 | 18 | 241T4N | 241.30 | 304.80 | 177.90 | 234.98 | 158.40 | ||
| 450 | 18 | 241T4L | 241.30 | 355.60 | 169.42 | 234.98 | 183.80 | ||
| 500 | 20 | 269T4N | 269.88 | 355.60 | 198.00 | 263.56 | 183.80 | ||
| 500 | 20 | 269T4L | 269.88 | 457.20 | 181.08 | 263.56 | 234.60 | ||
| 550 | 22 | 298T4N | 298.45 | 355.60 | 226.58 | 292.13 | 183.80 | ||
| 550 | 22 | 298T4L | 298.45 | 457.20 | 209.65 | 292.13 | 234.60 | ||
| 600 | 24 | 317T4N | 317.50 | 355.60 | 245.63 | 311.18 | 183.80 | ||
| 600 | 24 | 317T4L | 317.50 | 457.20 | 228.70 | 311.18 | 234.60 | ||
| 650 | 26 | 355T4N | 355.60 | 457.20 | 266.79 | 349.28 | 234.60 | ||
| 650 | 26 | 355T4L | 355.60 | 558.80 | 249.66 | 349.28 | 285.40 | ||
| 700 | 28 | 374T4N | 374.65 | 457.20 | 285.84 | 368.33 | 234.60 | ||
| 700 | 28 | 374T4L | 374.65 | 558.80 | 268.91 | 368.33 | 285.40 | ||
| קוטר נומינלי | קוד חברת החשמל | גדלים של פטמה (מ"מ) | גדלים של שקע (מ"מ) | פְּסִיעָה | |||||
| mm | אִינְטשׁ | D | L | d2 | I | d1 | H | mm | |
| סוֹבלָנוּת (-0.5~0) | סובלנות (-1-0) | סובלנות (-5-0) | סובלנות (0-0.5) | סובלנות (0-7) | |||||
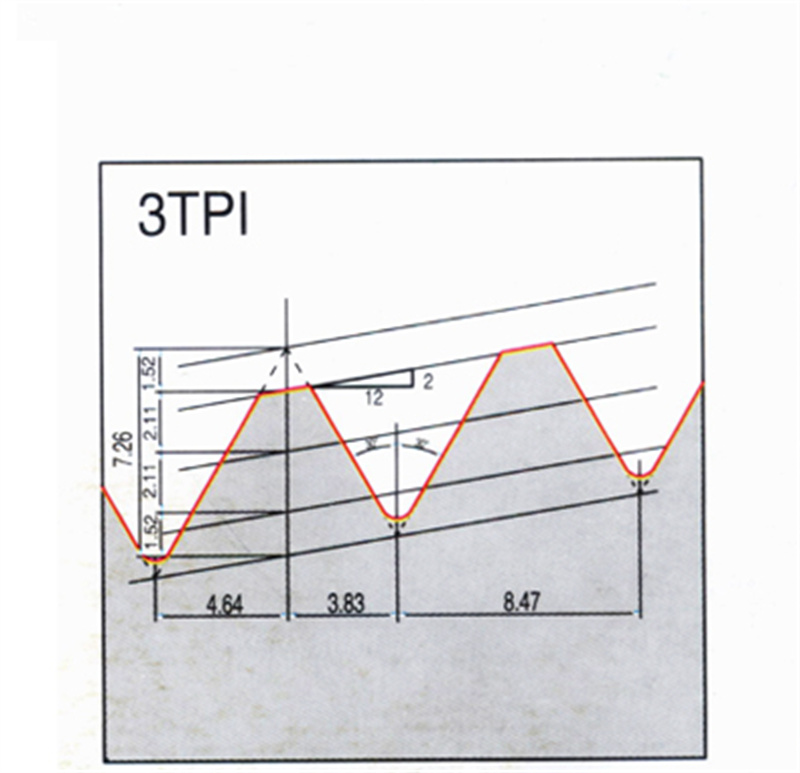
| 250 | 10 | 155T3N | 155.57 | 220.00 | 103.80 | <7 | 147.14 | 116.00 | 8.47 |
| 300 | 12 | 177T3N | 177.16 | 270.90 | 116.90 | 168.73 | 141.50 | ||
| 350 | 14 | 215T3N | 215.90 | 304.80 | 150.00 | 207.47 | 158.40 | ||
| 400 | 16 | 241T3N | 241.30 | 338.70 | 169.80 | 232.87 | 175.30 | ||
| 450 | 18 | 273T3N | 273.05 | 355.60 | 198.70 | 264.62 | 183.80 | ||
| 500 | 20 | 298T3N | 298.45 | 372.60 | 221.30 | 290.02 | 192.20 | ||
| 550 | 22 | 298T3N | 298.45 | 372.60 | 221.30 | 290.02 | 192.20 | ||
| אֶלֶקטרוֹדָה | משקל סטנדרטי של פטמות | ||||||||
| גודל אלקטרודה נומינלי | 3TPI | 4TPI | |||||||
| קוטר × אורך | T3N | T3L | T4N | T4L | |||||
| אִינְטשׁ | mm | lbs | kg | lbs | kg | lbs | kg | lbs | kg |
| 14 × 72 | 350 × 1800 | 32 | 14.5 | - | - | 24.3 | 11 | - | - |
| 16 × 72 | 400 × 1800 | 45.2 | 20.5 | 46.3 | 21 | 35.3 | 16 | 39.7 | 18 |
| 16 × 96 | 400 × 2400 | 45.2 | 20.5 | 46.3 | 21 | 35.3 | 16 | 39.7 | 18 |
| 18 × 72 | 450 × 1800 | 62.8 | 28.5 | 75 | 34 | 41.9 | 19 | 48.5 | 22 |
| 18 × 96 | 450 × 2400 | 62.8 | 28.5 | 75 | 34 | 41.9 | 19 | 48.5 | 22 |
| 20 × 72 | 500 × 1800 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 84 | 500 × 2100 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 96 | 500 × 2400 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 110 | 500 × 2700 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 22 × 84 | 550 × 2100 | - | - | - | - | 73.4 | 33.3 | 94.8 | 43 |
| 22 × 96 | 550 × 2400 | - | - | - | - | 73.4 | 33.3 | 94.8 | 43 |
| 24 × 84 | 600 × 2100 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| 24 × 96 | 600 × 2400 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| 24 × 110 | 600 × 2700 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| קוטר האלקטרודה | אִינְטשׁ | 8 | 9 | 10 | 12 | 14 |
| mm | 200 | 225 | 250 | 300 | 350 | |
| רגע הקלה | נ·מ | 200–260 | 300–340 | 400–450 | 550–650 | 800–950 |
| קוטר האלקטרודה | אִינְטשׁ | 16 | 18 | 20 | 22 | 24 |
| mm | 400 | 450 | 500 | 550 | 600 | |
| רגע הקלה | נ·מ | 900–1100 | 1100–1400 | 1500–2000 | 1900–2500 | 2400–3000 |
הוראות התקנה
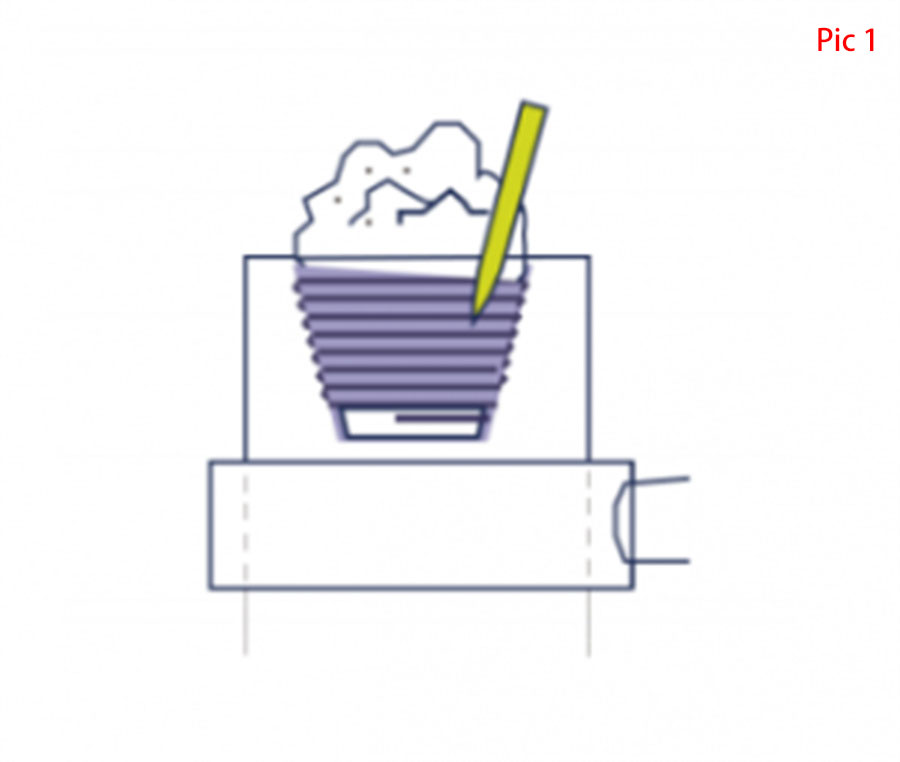
- לפני התקנת פטמת האלקטרודה הגרפיט, נקה אבק ולכלוך על פני השטח ושקע האלקטרודה והפטמה באוויר דחוס; (ראה תמונה 1)
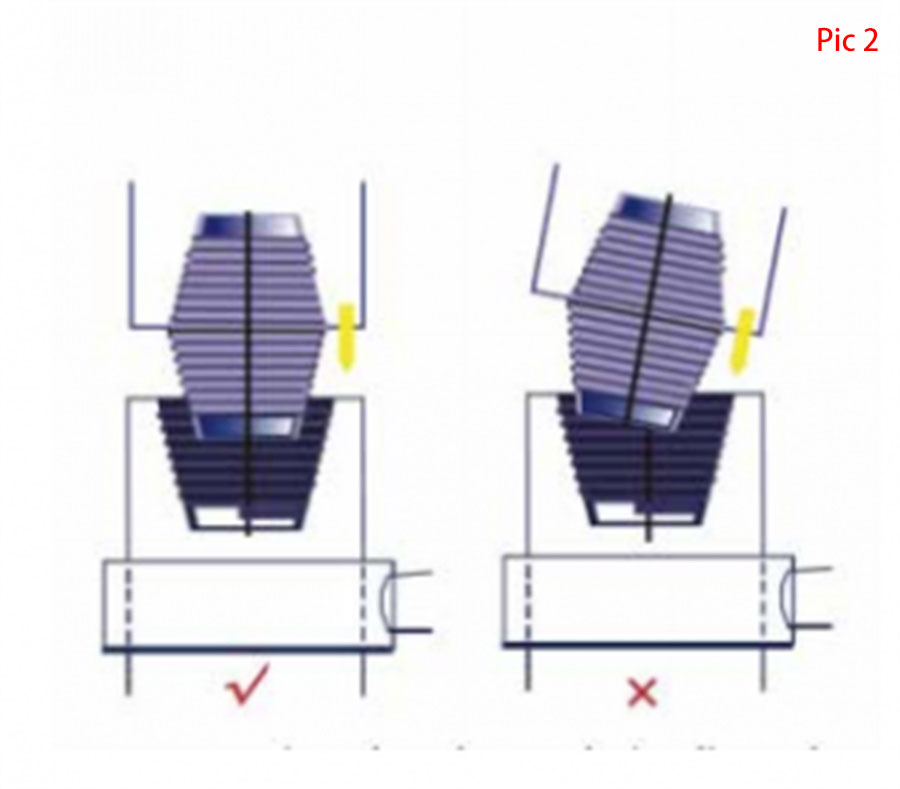
- הקו האמצעי של פטמת אלקטרודת גרפיט צריך להישמר עקבי במהלך שני חלקי אלקטרודות גרפיט משותפים יחד; (ראה תמונה 2)
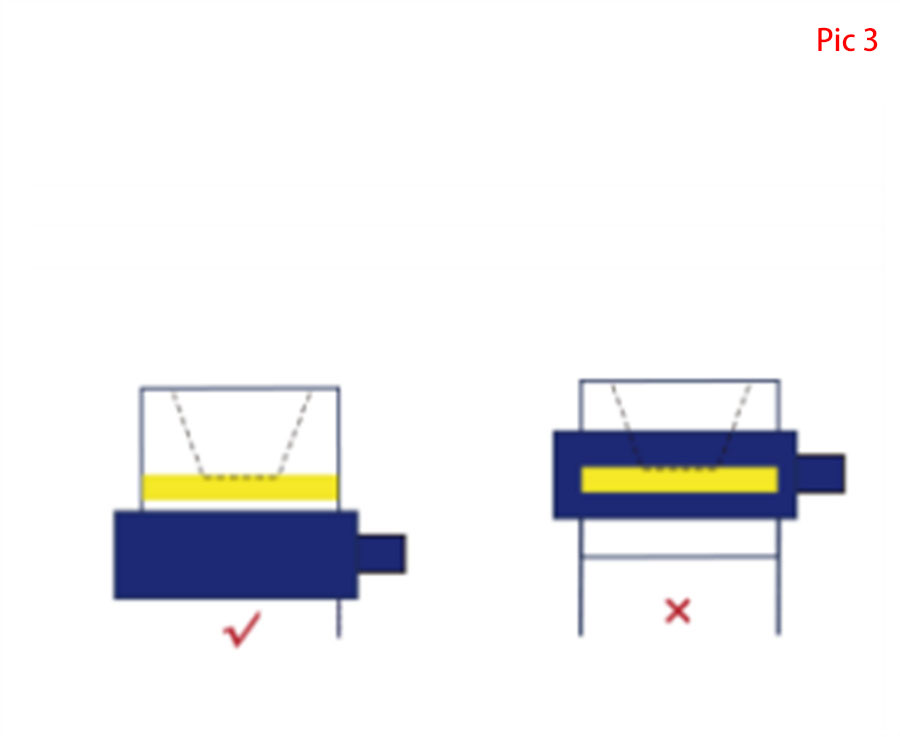
- יש להחזיק את מהדק האלקטרודה במיקום הנכון: מחוץ לקווי הבטיחות של הקצה הגבוה יותר; (ראה תמונה 3)
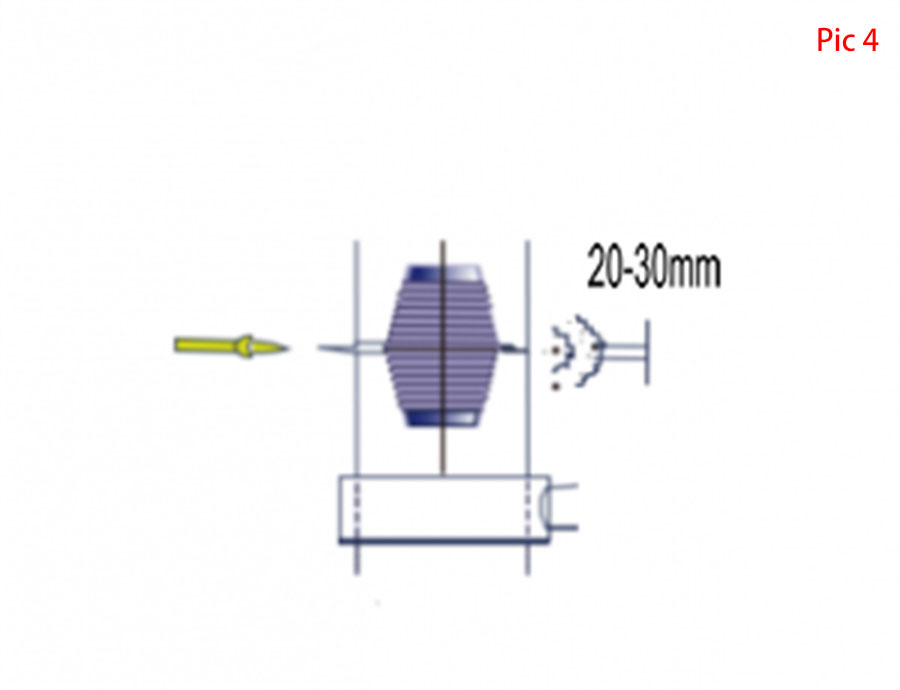
- לפני הידוק הפטמה, ודא שמשטח הפטמה נקי ללא אבק או לכלוך. (ראה תמונה 4)
פטמת האלקטרודה הגרפיטית היא מרכיב קריטי בתהליך ייצור הפלדה של EAF. איכותו משפיעה ישירות על היעילות והאמינות של התהליך. שימוש בפטמות איכותיות חיוני למניעת תאונות אלקטרודות ולהבטחת תהליך ייצור פלדה חלק ופרודוקטיבי. על פי נתוני התעשייה, למעלה מ-80% מתאונות האלקטרודות נגרמות כתוצאה מפטמות שבורות ומעידה רופפת. לבחירת הפטמה המתאימה, יש לקחת בחשבון את הגורמים הבאים.
- מוליכות תרמית
- התנגדות חשמלית
- צְפִיפוּת
- חוזק מכני
בעת בחירת פטמת אלקטרודה גרפיט, חיוני לקחת בחשבון את איכותה, גודלה וצורתה, ואת התאימות למפרט האלקטרודה והתנור. על ידי בחירת הפטמה הנכונה, היצרנים יכולים לשפר את איכות הפלדה שלהם ולהפחית עלויות הקשורות להשבתה ולפרודוקטיביות ירודה.
כולל מוליכות תרמית, התנגדות חשמלית, צפיפות וחוזק מכני.
מוצרים קשורים
-
בלוקי פחמן בלוקים גרפיט שחול Edm Isos...
פרמטר טכני אינדקסים פיזיים וכימיים עבור יחידת פריט בלוק גרפיט GSK TSK PSK גרגיר מ"מ 0.8 2.0 4.0 צפיפות g/cm3 ≥1.74 ≥1.72 ≥1.72 התנגדות μ Ω.m ≤7.5 דחיסה ≤8. ≥36 ≥35 ≥34 אחוז אפר ≤0.3 ≤0.3 ≤0.3 מודול אלסטי Gpa ≤8 ≤7 ≤6 CTE 10-6/℃ ≤3 ≤2.5 ≤2 ≤2 Mpa 5 חוזק כיפוף 1 ≥18 ≥20 ≥22 נכס עבור גוש גרפיט...
-

פחמן גרפיט מוט שחור עגול גרפיט בר Co...
פרמטר טכני פריט יחידה סוג חלקיק מקסימלי 2.0 מ"מ 2.0 מ"מ 0.8 מ"מ 0.8 מ"מ 25-45 מיקרומטר 25-45 מיקרומטר 6-15 מיקרומטר התנגדות ≤uΩ.m 9 9 8.5 8.5 12 12 חוזק דחיסה 10-12 2 M ≥ 20 32 60 65 85-90 חוזק כיפוף ≥Mpa 9.8 13 10 14.5 30 35 38-45 צפיפות נפח g/cm3 1.63 1.71 1.7 1.72 1.78 1.82 1.0601-°C(0)C ≤×10-6/°C 2.5 2.5 2.5 2.5 4.5 4.5 3.5-5.0 אפר...
-

יצרני אלקטרודות גרפיט UHP סיניות תנור...
פרמטר טכני פרמטר חלק יחידה RP 400 מ"מ(16 אינץ') נתונים קוטר נומינלי אלקטרודה מ"מ(אינץ') 400 קוטר מרבי מ"מ 409 דק' קוטר מ"מ 403 אורך נומינלי מ"מ 1600/1800 אורך מרבי מ"מ 1700/1900 אורך דקות מ"מ 1,000 KA זרם מרבי /cm2 14-18 קיבולת נשיאת זרם A 18000-23500 אלקטרודת התנגדות ספציפית μΩm 7.5-8.5 פטמות 5.8-6.5 אלקטרודת חוזק כיפוף Mpa ≥8.5 Nipp...
-

גרפיט אלקטרודות פטמות 3tpi 4tpi חיבור...
תיאור פטמת האלקטרודה הגרפיטית היא חלק קטן אך חיוני מתהליך ייצור הפלדה של EAF. זהו רכיב בצורת גליל המחבר את האלקטרודה לכבשן. במהלך תהליך ייצור הפלדה, האלקטרודה מורידה לתוך הכבשן ומונחת במגע עם המתכת המותכת. זרם חשמלי זורם דרך האלקטרודה, מייצר חום, אשר ממיס את המתכת בכבשן. הפטמה ממלאת תפקיד מכריע בשמירה על קשר חשמלי יציב בין ...
-

אלקטרודות גרפיט עם פטמות יצרני ...
פרמטר טכני פרמטר חלק יחידה HP 300 מ"מ(12 אינץ') נתונים קוטר נומינלי אלקטרודה מ"מ(אינץ') 300(12) קוטר מרבי מ"מ 307 דק' קוטר מ"מ 302 אורך נומינלי מ"מ 1600/1800 אורך מרבי מ"מ 1700/1900 אורך דקה0/1150 מ"מ. צפיפות KA/cm2 17-24 קיבולת נשיאה זרם A 13000-17500 אלקטרודת התנגדות ספציפית μΩm 5.2-6.5 פטמות 3.5-4.5 אלקטרודת חוזק כיפוף Mpa ≥11.0 Ni...




