





מוט אלקטרודות גרפיט בקוטר קטן לתנור קשת חשמלי בתעשיית הפלדה והיציקה




פרמטר טכני
תרשים 1: פרמטר טכני לאלקטרודת גרפיט בקוטר קטן
| קוֹטֶר | חֵלֶק | הִתנַגְדוּת | חוזק כפיפה | מודולוס צעיר | צְפִיפוּת | CTE | אֵפֶר | |
| אִינְטשׁ | mm | μΩ·מ | MPa | GPa | גרם/ס"מ3 | ×10-6/℃ | % | |
| 3 | 75 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 4 | 100 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 6 | 150 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 8 | 200 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 9 | 225 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 10 | 250 | אֶלֶקטרוֹדָה | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| פִּטמָה | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
תרשים 2: כושר נשיאה נוכחי עבור אלקטרודה גרפיטית בקוטר קטן
| קוֹטֶר | עומס נוכחי | צפיפות זרם | קוֹטֶר | עומס נוכחי | צפיפות זרם | ||
| אִינְטשׁ | mm | A | A/m2 | אִינְטשׁ | mm | A | A/m2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
יתרונות
1. טיפול אנטי חמצון לאריכות ימים.
2. טוהר גבוה, צפיפות גבוהה, יציבות כימית חזקה.
3. דיוק עיבוד גבוה, גימור משטח טוב.
4. חוזק מכני גבוה, התנגדות חשמלית נמוכה.
5. עמיד בפני סדקים והתפצלות.
6. עמידות גבוהה בפני חמצון והלם תרמי.
יישום ראשי
- התכה של סידן קרביד
- ייצור קרבורונדום
- זיקוק קורונדום
- התכת מתכות נדירות
- חסין מפעל פרוסיליקון
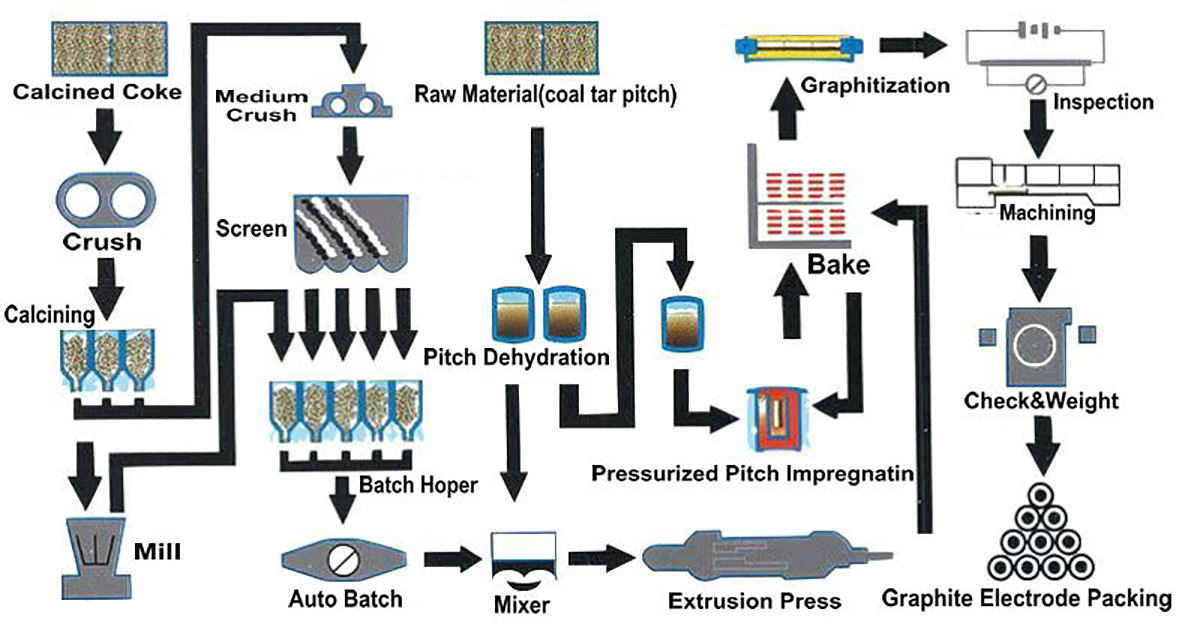
תהליך ייצור אלקטרודה גרפיט RP
סרגל איכות פני השטח
1. הפגמים או החורים לא יהיו יותר משני חלקים על משטח האלקטרודה הגרפיטית, וגודל הפגמים או החורים לא יורשו לחרוג מהנתונים בטבלה המוזכרת למטה.
2. אין סדק רוחבי על פני האלקטרודה. עבור סדק אורכי, אורכו צריך להיות לא יותר מ-5% מהיקף האלקטרודה הגרפיטית, רוחבו צריך להיות בטווח של 0.3-1.0 מ"מ. נתוני סדק אורכי מתחת ל-0.3 מ"מ צריכים להיות להיות זניח
3. הרוחב של אזור הנקודה הגסה (שחור) על משטח האלקטרודה הגרפיטית צריך להיות לא פחות מ-1/10 מהיקף האלקטרודה הגרפיטית, ואורך שטח הנקודה הגסה (שחור) מעל 1/3 מאורך האלקטרודה הגרפיט אסור.